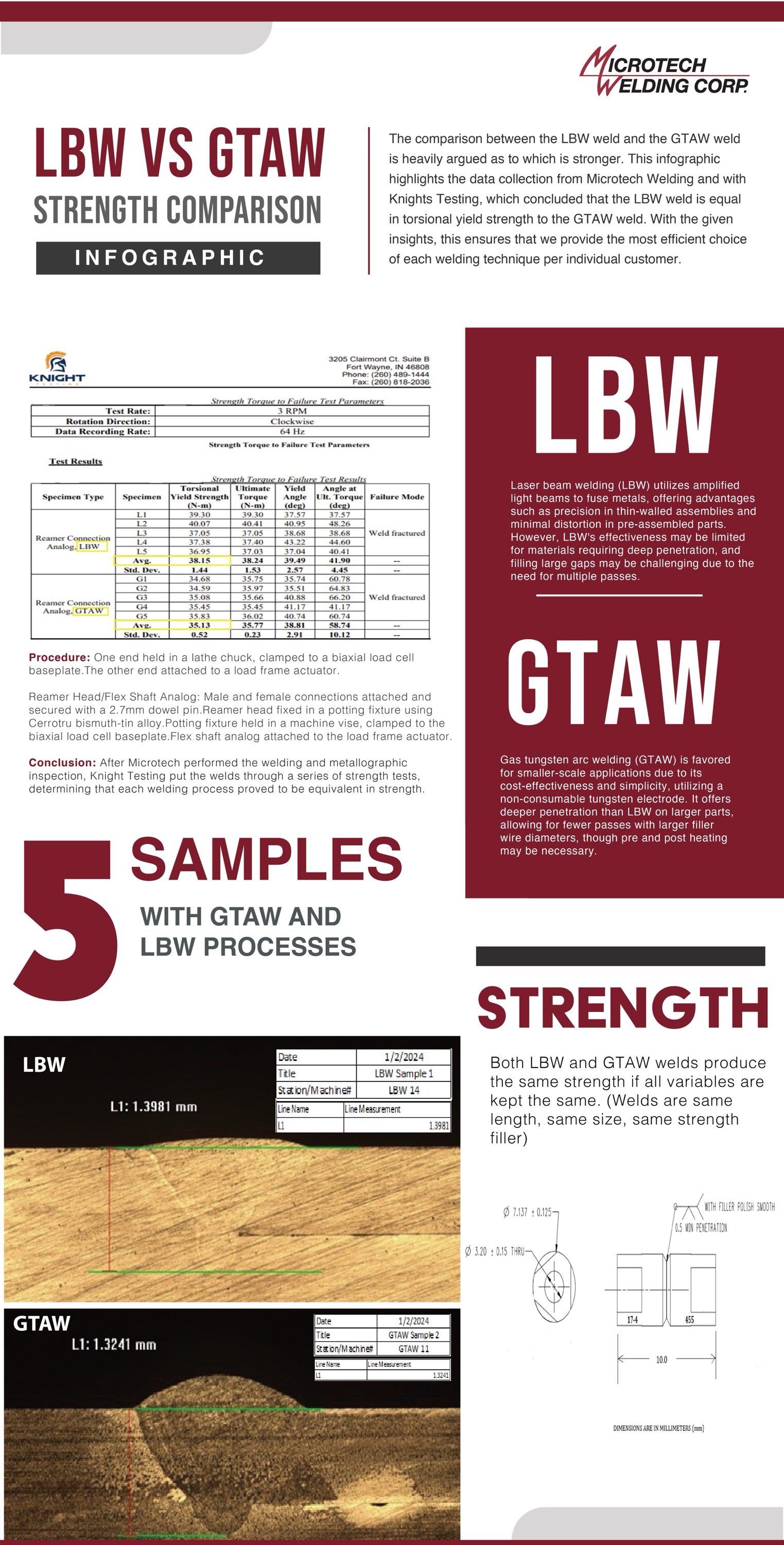
Recent testing conducted by Microtech Welding in collaboration with Knights Testing has provided valuable insights into the comparison between Laser Beam Welding (LBW) and Gas Tungsten Arc Welding (GTAW). The results demonstrate that both welding techniques produce welds of equal torsional yield strength when all variables are kept constant. This finding offers important information for industries relying on these welding methods.
While GTAW remains favored for smaller-scale applications due to its cost-effectiveness and simplicity, LBW offers distinct advantages in precision for thin-walled assemblies and minimal distortion in pre-assembled parts. This data empowers Microtech Welding to offer tailored solutions, selecting the most efficient welding technique based on each customer's unique requirements, ensuring optimal results for every project.
Check out the infographic below to learn more!